Advantages
- Maximum process stability thanks to continuous levels of current transfer resistance and constant friction values
- Easier to start moving, for this reason, it prevents ignition faults and burn-backs
- Prevents micro arcs in the contact tip
- Reduction in the diffusible hydrogen content in the weld
- Tested and approved by renowned welding wire manufacturers and users
Customer benefits
- Increased productivity, significant reduction of downtime
- Maximum process safety, also with high-alloy materials or on challenging liner
- Longer service life of the contact tip and liner
Application
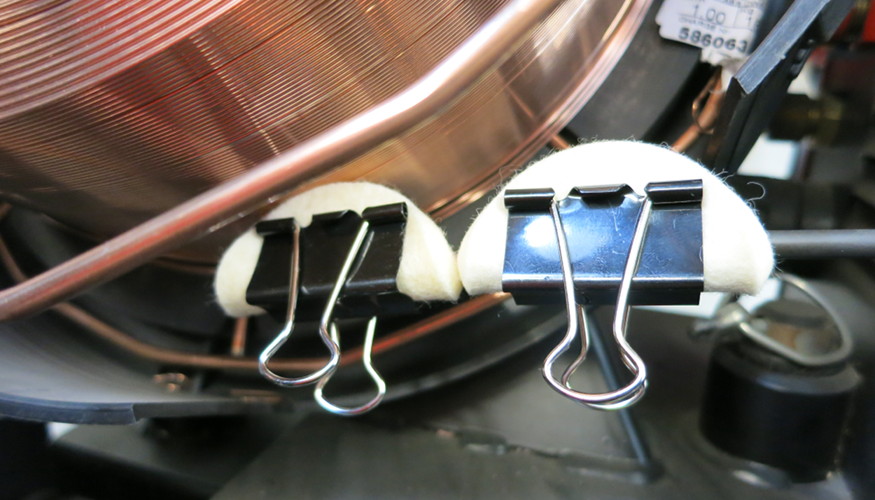
The agent is applied using wire PADs and wire CLIPs:
- Two wire PADs each are positioned one after the other: one drenched in Wire-Balm PROTEC WLS4 and then one dry PAD (tandem process)
- For this purpose, evenly drench one wire PAD with WLS04 by pressing the pad on the can opening and tilting the can — a small quantity is used, the PAD must not drip, even when squeezed firmly.
- Fold both PADs and position on the welding wire using wire CLIPs (upstream of the wire input)
- During on-going operation: check both PADs once per shift and re-position (turn further, re-fold or turn around);
Reapply agent to the drenched WLS4 PAD once every shift (1-2 ml)
IMPORTANT: Start first use with a new liner.
Not suitable for aluminium wire.
Specifications
- Effective ingredient type: Ester oil fluid
- Density (20°C): 0.88 g/ml
- Viscosity (40 ℃): 4.0 mm²/s
- Flash point: > 100°C
- Pour point: -6°C
- pH value: n. a.
- Shelf life: At minimum 12 months
- PROTEC Wire-Balm WLS4, 250ml can, ID no. W001.003
- Wire PADs (12 units per package), ID no. Z008.002
- Wire CLIPs (12 units per package), ID no. Z009.001